|
 Denne svejsemetode er endnu ikke kommet frem fra laboratorierne. Det studeres af forskerteams både hjemme og i udlandet. Som udenlandske tidsskrifter skriver, giver de opnåede resultater allerede grund til at forvente meget af brugen af eksplosiv svejsning. Denne svejsemetode er endnu ikke kommet frem fra laboratorierne. Det studeres af forskerteams både hjemme og i udlandet. Som udenlandske tidsskrifter skriver, giver de opnåede resultater allerede grund til at forvente meget af brugen af eksplosiv svejsning.
Denne metode er baseret på det enkle faktum, at to metalstykker, der øjeblikkeligt komprimeres med en enorm kraft, er tæt forbundet - så du ikke kan rive dem ad siden. Eksplosiv svejsning fungerer bedst i vakuum. I dette tilfælde behøver eksplosionen ikke at overvinde bufferluftgabet mellem de dele, der skal svejses.
Når man svejser en struktur på fremtidige orbitale og interplanetære stationer eller metalstrukturer på Månen, behøver luft ikke at blive fjernet - den er ikke der. Men under jordbundsforhold skal delene placeres i et vakuumkammer. Dette har også den ekstra fordel, at kammervæggene beskytter svejseren, og støj fra eksplosionen ikke er højere end støj fra slagene fra en pneumatisk nittehammer. For ikke at bygge et for stort kammer til lange dele gøres det bevægeligt og dækker direkte svejseområdet. De åbne ender er dækket af gummiskærme eller. emballagemateriale, især da vakuumet ikke er nødvendigt specielt dybt - ca. 1 millimeter kviksølv. Imidlertid er der allerede opnået gode sømme uden vakuum i det fri.
Du skal eksplosivt svejse to flade metalplader. I praksis gøres det sådan. Bundpladen placeres på en tung amboltplade for at forhindre deformationer under svejsning, og tynde skumstøtter placeres mellem arkene, så vinklen mellem overfladerne, der skal svejses, er 2–4 grader. Hvis denne vinkel ikke opretholdes, fungerer svejsning muligvis ikke. Sprængstofferne fordeles i et jævnt lag på det øverste ark og placerer et stykke gummi svarende til det i tykkelse under det. I dette tilfælde overføres eksplosionstrykket mere jævnt, og arkene knækker ikke. Med hensyn til ambolten kan du undvære den. I dette tilfælde er kun den anden del af sprængstoffet nødvendig, hvilket på den anden side ville balancere eksplosionstrykket.
Så forberedelserne er slut. Ark, stativer, sprængstoffer - alt er på plads. Indvirkning på kapslen. Eksplosion! En lille brøkdel af et sekund - og detaljerne er blevet en enkelt helhed. Hvordan spores, styres svejseprocessen, hvis den går med kosmisk hastighed? I bogstavelig forstand af den kosmiske forstand: varme gasser kører flere kilometer i sekundet. Højhastigheds røntgenfotografering hjalp med at spionere på den mystiske mekanik ved en øjeblikkelig eksplosion og at se ind i et uigennemsigtigt vakuumkammer.
Hvis vi lægger den filmede film i en almindelig filmprojektor, vil vi se, at efter at stålpladerne rørte ved deres kanter, løb en elastisk stødbølge langs deres indre overflade med en hastighed på 5 tusind meter pr. Sekund. Arkets kontaktpunkt skyndte sig efter bølgen og syede arkene tæt som en glider på lynlåsen. Nu er det ikke svært at forstå, hvorfor en vinkel på 2-4 grader var nødvendig. Hvis vinklen mellem arkene er mindre, overgår deres kontaktpunkt lyden: den bølgede overflade, der er nødvendig til vedhæftning, har ikke tid til at danne sig, og arkene forbliver glatte - de svejses ikke. Hvis vinklen er for stor, bevæger arkene sig, deres form forvrænges, og svejsningen mislykkes igen.
 Forskning har vist, at bølgekraft giver en mekanisk binding af enorm styrke. Under alle omstændigheder svigter uædle metaller altid inden svejsningen i forskydningstest. Bølgehøjden er ca. 12 mikron. Forskning har vist, at bølgekraft giver en mekanisk binding af enorm styrke. Under alle omstændigheder svigter uædle metaller altid inden svejsningen i forskydningstest. Bølgehøjden er ca. 12 mikron.
Eksplosiv svejsning hjælper med at reducere antallet af "ikke-svejsbare" kombinationer, der er ubehagelige for svejsere - som kobber og guld, sølv og stål, stål og nikkel, molybdæn, niob, titanium.
Generelt har metoden til koldsvejsning af ark af forskellige materialer under tryk været kendt før. Det blev for eksempel foreslået af de sovjetiske opfindere G. Orlovsky og L. Adrianov. Denne metode krævede imidlertid omhyggelig overfladeforbehandling og store, dyre pres. Og når der svejses med en eksplosion, leveres kolossale tryk - op til 70 tusind atmosfærer! - næsten uden udstyr. Og dette er selvfølgelig yderst praktisk, når det i marken er nødvendigt at tilberede store tanke, dårligt rette ark, tunge elementer af jernbanebroer.
Samtidig er eksplosionen i stand til at udføre filigran, smykker og endda arbejde utilgængelig for den mest dygtige juveler.
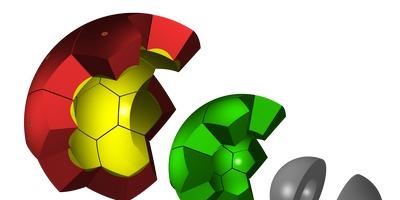
... For en elektronisk enhed var der behov for en del bestående af 1.300 sekskantede kobberceller med en vægtykkelse på 50 mikron og en hulstørrelse på ca. 0,7 millimeter. Ægte honningkager, kun meget mere sarte. Teknologerne kastede fortvivlede hænder op: ingen af de kendte måder at gøre en del på var umulig.
Derefter skar svejsere 1.300 stykker stor aluminiumtråd, dækkede dem elektrolytisk med den tyndeste kobberfilm og pressede hele bundtet i et tyktvægget kobberrør. Efter at have pakket dette rør med en strimmel sprængstoffer, blev der lavet en eksplosion. Derefter blev aluminiumspåfyldningen fjernet med et specielt kemisk reagens. Resultatet er nøjagtigt 1.300 perfekte sekskantede celler, forsigtigt svejset sammen. Og alt dette fantastiske arbejde tog kun hundrede tusindes sekund!
Eksplosiv svejsning er netop blevet født. Essensen af de underliggende fysiske processer er endnu ikke klar, og pålidelige tal og anbefalinger er endnu ikke vist i tekniske referencebøger. Men fordelene ved den nye teknologiske proces er ubestridelig, og de udsigter, der har åbnet sig for opfindsomme tanker, er meget fristende.
N. Ivanov, A. Livanov, V. Fedchenko
|